


Котельная плита, сваренная лазером по индивидуальному заказу



Транспорт: Поддержка морских перевозок
Стандарты: АйСи, ASTM, JIS.
Оценка: Ар360 400 450 НМ400 450 500
Место происхождения: Шаньдун, Китай.
Модель: Ar360 400 450 NM400 450 500
Тип: стальная пластина, стальная пластина
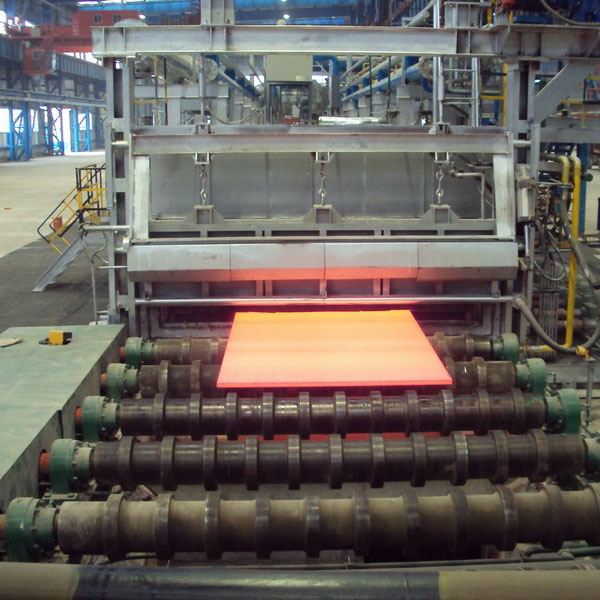
Процесс: Горячекатаный
Обработка поверхности: покрытие
Применение: плита котла
Ширина: 2000 мм или по требованию.
Длина: 5800 мм 6000 мм 8000 мм
Допуск: ±5%
Обработка: гибка, сварка, размотка, резка, штамповка.
Название продукта: Износостойкая стальная пластина
Материал: НМ450 500 550 640 НМ4400 450 500
Толщина: 3 мм-100 мм или по мере необходимости
Упаковка: Стандартная упаковка для полетов.
Использование: Промышленное
Форма: прямоугольник
Возможность поставок: 2000 тонн/тонну в месяц.
Детали упаковки: усовершенствованная упаковка для летной годности, также в соответствии с требованиями заказчика.
Порт: Циндао, Тяньцзинь, Шанхай


Разработка 20g в Jinan Iron and Steel Group Corporation (сокращенно Jigang) проводилась более десяти лет назад, но была ограничена уровнем технологического оборудования и оборудования того времени, производительность стальной пластины была нестабильной, и были часто возникают проблемы с непостоянными свойствами холодного изгиба и старения. Для улучшения свойств холодного изгиба и старения, а также обеспечения низкотемпературной ударной вязкости необходимо принять следующие меры:
(1) Отрегулируйте компоненты внутреннего контроля и увеличьте нижний предел содержания марганца до 0,65%.
(2) Применяется операция очистки «Тринити» с подачей проволоки, регулированием температуры и продувкой аргоном.
(3) Строго контролируйте температуру заливки.
(4) Содержание микролегированного элемента Ti увеличилось с 0,003% до более 0,008%. (5) Весь процесс защитной заливки применяется для уменьшения поглощения n
Маршрут производственного процесса:Котельная плита 20г (Ti) – это разновидность стали с высокими требованиями к комплексным механическим свойствам, относительно чистая сталь, состав плавящихся компонентов и микролегирующих элементов, более чувствительный к воздействию различных свойств. Поэтому ключевым моментом процесса производства 20г (Ti) является оптимизация состава плавки, снижение общего количества включений в стали, подбор соответствующих микролегирующих элементов, использование контролируемой прокатки, улучшение качества листового проката, стабилизация применения влияние старения. Технический маршрут 20г: высококачественный расплавленный чугун → очистка → выплавка оптимизации состава и очистка стали → микролегирование и рафинирование жидкой стали → защитное литье → высококачественный сляб → контролируемый нагрев → контролируемая температура прокатки → форма и контроль толщины →Контроль охлаждения→продукт.
Технология сварки заготовок по индивидуальному заказу лазером и непрерывной технологии изготовления плит переменного сечения
1. Компания Tailor Welded Blanks (Tailor Welded Blanks, TWB) использует лазер в качестве источника сварочного тепла для объединения и сварки нескольких различных материалов, различной толщины и с различными покрытиями из стали, нержавеющей стали, алюминиевого сплава и т. д. в единую пластину.
2. Используя технологию лазерной сварки, можно разумно комбинировать материалы различной толщины и уровня прочности в соответствии с напряженными условиями деталей конструкции, повысить жесткость конструкции при одновременном снижении веса деталей, а также повысить коэффициент использования. материалов и уменьшить количество деталей. Количество деталей упрощает процесс. Технология лазерной сварки стала основным техническим средством облегчения автомобилей и применяется в моделях многих производителей. В основном используется во внутренних панелях передних и задних дверей, передних и задних продольных балках, боковых панелях, панелях пола, стойках A, B и C на внутренней стороне двери, колпаках колес, внутренних панелях багажника и т. д.
3. Индивидуальные прокатные заготовки (TRB), также называемые пластинами разной толщины, относятся к изменению размера межвалкового зазора в реальном времени с помощью компьютера во время процесса прокатки стального листа, так что прокатанный тонкий лист имеет заранее определенную направлении вдоль направления прокатки. Пользовательская переменная форма поперечного сечения.
4. Технология производства панелей с непрерывным переменным поперечным сечением широко используется при производстве деталей конструкции кузова, таких как крышка двигателя, центральная стойка, шасси кузова, проставочная направляющая двигателя, внутренняя панель средней стойки, брызговик, аварийный короб и т. д. и успешно применяется к Audi, BMW, Volkswagen, GM и другим моделям.
5. Лазерная сварка по индивидуальному заказу и технология непрерывного переменного поперечного сечения изменяют толщину штамповочного материала с помощью различных технологических средств и используются для решения проблемы различных требований к несущей способности различных частей автозапчастей под нагрузкой. По сравнению с ними преимущество индивидуальной технологии лазерной сварки заключается в ее гибкости, которая позволяет осуществлять соединение в любом положении и соединение различных материалов. Преимущество технологии непрерывного переменного поперечного сечения заключается в отсутствии сварочного шва, изменение твердости в направлении длины относительно плавное, лучшая формуемость, хорошее качество поверхности, высокая эффективность производства и низкая себестоимость. низкий. Багаж, медицинское оборудование, кузов мотоцикла; внутренняя крыша автомобиля, автобуса, приборная панель; спинка сиденья, дверная панель, оконная рама и т. д.
| А516 Гр.60 | А516 Гр.65 | А516 Гр.70 | |
| Предел прочности (Кси) | 60-80 | 65-85 | 70-90 |
| Предел прочности (МПа) | 415-550 | 450-585 | 485-620 |
| Предел текучести (Ksi) | 32 | 35 | 38 |
| Предел текучести (МПа) | 220 | 240 | 260 |
| Удлинение 200 мм (%) | 21 | 19 | 17 |
| Удлинение 50 мм (%) | 25 | 23 | 21 |
| Максимальная толщина (мм) | 205 | 205 | 205 |



